RIGHT STUFF, Inc.Right Stuff Wrong Stuffҗщ”ХҒ@ӮЛӮ¶җШӮи—pҺ•ҺФ ҺиҢіӮЙӮ Ӯйҗщ”ХӮМӮЛӮ¶җШӮиҺd—lӮрҠm”FӮөҒAҺ©•ӘӮМ—p“rӮЙ“KҚҮӮ·ӮйӮжӮӨӮЙүь‘PӮөӮИӮӘӮзҺgӮБӮДӮўӮӯүЯ’цӮрӢLӮөӮДӮўӮЬӮ·ҒB
ӮұӮМҗщ”ХӮМҗeӮЛӮ¶ӮМғsғbғ`ӮН4mmӮЕӮ·ҒBҺеҺІӮ©Ӯз2’iҢё‘¬ӮЕҗeӮЛӮ¶ӮЙүс“]ӮӘ“`ӮнӮйӮжӮӨӮЙҗ¬ӮБӮДӮўӮЬӮ·ҒB
Һ®ӮИӮз
•t‘®ӮөӮДӮўӮйҺ•ҺФӮНҒA24ҒA24ҒA30ҒA36ҒA40ҒA42ҒA48ҒA50ҒA60ҒA80ҒA96ҒA100ҒA120ҒAӮМ13–ҮӮЕӮ·ҒB
ӮұӮМҗщ”ХӮЕҗШӮкӮйӮЛӮ¶ӮМҺн—ЮӮр—сӢLӮөӮДӮЭӮйӮЖӮұӮМӮжӮӨӮЙҗ¬ӮиӮЬӮөӮҪҒBҺеӮИҺg—pҗжӮЙӮНJIS•А–ЪӮЛӮ¶ӮМ1—“ӮрӢLҚЪӮөӮДӮўӮЬӮ·ҒBҗVJISӮМM4ӮЖM5ӮЙ‘ОүһӮЕӮ«ӮДӢҸӮИӮўӮМӮӘ’ЙӮўӮЕӮ·ҒB‘ОүһӮіӮ№ӮйӮЙӮН32ӮМҺ•ҺФӮӘ1–Ү•K—vӮҫӮЖүрӮиӮЬӮ·ҒB ҚЧ–ЪӮЛӮ¶Ӯа“ьӮкӮйӮЖӮ«ӮиӮӘӮИӮўӮМӮЕ“ьӮкӮДӮўӮЬӮ№ӮсӮӘҒAҺ„ӮӘ•Ғ’iҺgӮБӮДӮўӮй”НҲНӮМҚЧ–ЪӮЛӮ¶ӮНM6ҲИҸгӮИӮМӮЕҒAғsғbғ`ӮН0.75ҒA1.00ҒA1.25ҒA1.50ҒA2.00Ӯ ӮҪӮиӮӘ—LӮкӮОҺ–‘«ӮиӮЬӮ·ҒBӮ»ӮӨҢҫӮБӮҪҲУ–ЎӮЕӮН•WҸҖӮМғZғbғgӮЕҸ\•ӘӮЕӮ·ҒB Һ•ҺФӮр‘Ә’иӮөӮҪӮЖӮұӮлҒAҲі—НҠp20ҒӢҒAғӮғWғ…Ғ[ғӢ1.5ҒAҺ••қ16mmҒAӮҫӮЖүрӮиӮЬӮөӮҪҒBүЯҚ“ӮИҸрҢҸӮЕӮН–іӮўӮМӮЕS45C-NӮМғzғuҗШӮи’ц“xӮЕҸ\•ӘӮЖҺvӮнӮкӮЬӮ·ҒBҺ•җ”Ӯа32ӮИӮМӮЕҠeҺРӮМ•WҸҖҺ•ҺФӮ©Ӯз‘IӮЧӮ»ӮӨӮЕӮ·ҒB ’ІӮЧӮҪӮЖӮұӮлҒAҸ¬ҢҙҺ•ҺФӮЙӮНҺ••қ16mmӮӘ—LӮиӮЬӮ№ӮсҒBӢҰҲзҺ•ҺФӮЙӮН16mmӮӘ—LӮБӮҪӮМӮЕӮ»ӮБӮҝӮЕҺи”zӮ·ӮйӮұӮЖӮЙӮөӮЬӮөӮҪҒBғLҒ[ҚaӮМӢРӮӘҢ»ҚsJISӮМ•WҸҖӮЕӮНӮ ӮиӮЬӮ№ӮсҒBӮ»ӮМӮҪӮЯӮЙүәҢҠӮМҗ»•iӮр”ғӮБӮДҺ©•ӘӮЕүБҚHӮ·ӮйҺ–ӮЙӮИӮиӮЬӮ·ҒBӢіҚЮӮЖӮөӮД’ҡ“x—ЗӮўӮ©ӮаӮөӮкӮЬӮ№ӮсҒB

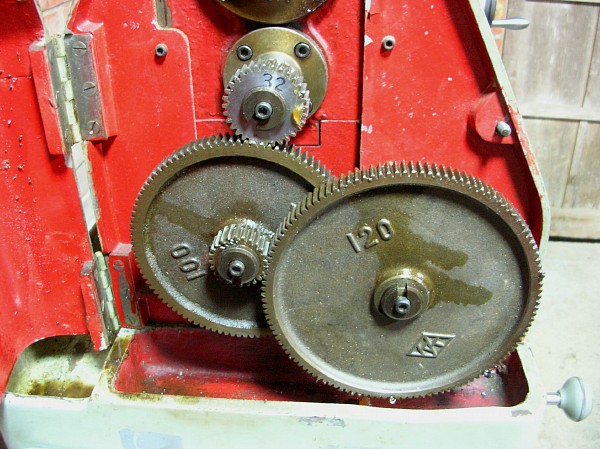
32Ӯр1ҢВҚw“ьӮөӮЬӮөӮҪҒB—¬җОӮЙ•WҸҖ•iӮҫӮҜӮ ӮБӮД1ҢВӮӘ822ү~ӮЖҲАүҝӮЕӮ·ҒB‘——ҝӮЖ‘гҲшҺиҗ”—ҝӮМ•ыӮӘҚӮӮӯ•tӮ«ӮЬӮ·ӮӘҒAӮ»ӮкӮЕӮа‘ҚҠz2,166ү~ӮЕҗVJIS‘ОүһӮЙҗ¬ӮйӮМӮНҠрӮөӮўӮЕӮ·ҒB 30ӮЖ36ӮМҠФӮЙ’uӮўӮДӮ ӮйҗVӮөӮўҺ•ҺФӮӘҚw“ьӮөӮҪ•ЁӮЕӮ·ҒBүәҢҠӮИӮМӮЕ’ҶӮ®ӮиүБҚHӮЖғLҒ[ҚaүБҚHӮрӮвӮзӮИӮўӮЖҺgӮҰӮЬӮ№ӮсҒB
“аҢaӮМҠg‘еӮНӮұӮМҗщ”ХӮЕҚsӮўӮЬӮөӮҪҒBH7Ӯр–Ъ•WӮЙӮөӮДӮўӮҪӮМӮЙҚЕҢгӮМҗШӮиҚһӮЭӮМ”»’fӮрҢлӮБӮДӮөӮЬӮўҒAӮ¬ӮиӮ¬ӮиH7ҒA•Ғ’КӮИӮзH8ӮМҗЎ–@ӮЙҗ¬ӮБӮДӮөӮЬӮўӮЬӮөӮҪҒBӮЬӮҫӮЬӮҫҸCҚsӮӘ‘«ӮиӮЬӮ№ӮсҒBҒBҒB ғLҒ[ҚaүБҚHӮНҺ©ҚмӮМғLҒ[ҚaғJғbғ^Ғ[ӮЕӮвӮйӮВӮаӮиӮЕӮөӮҪҒBӮЕӮағJғbғ^Ғ[ӮМҗnӮӘҸгҺиӮЙҢӨӮ°ӮД–іӮӯӮДҗШӮкӮЬӮ№ӮсҒBҗ[–йӮҫӮБӮҪӮМӮЕғOғүғCғ“ғ_Ғ[ӮрҺgӮӨӮМӮаүӯҚ…ӮЙӮИӮиҒAғLҒ[ҚaӮНӢағmғRӮЖғ„ғXғҠӮЕүБҚHӮөӮЬӮөӮҪҒBҲУҠOӮЖҠИ’PӮЕ1ҺһҠФӮӯӮзӮўӮЕ•Ғ’КӮЙҺgӮҰӮ»ӮӨӮИҚaӮӘҸo—ҲҸгӮӘӮиӮЬӮөӮҪҒB
Ҡ®җ¬ӮөӮҪҺ•ҺФӮЙӮН‘јӮМҺ•ҺФӮЖ“ҜӮ¶ӮжӮӨӮЙҒA‘Ө–КӮЙ‘еӮ«ӮӯҒu32ҒvӮМҗ”ҺҡӮрҢ@ӮиӮЬӮ·ҒB—бӮЙӮжӮБӮДҲА•ЁӮМғҠғ…Ғ[ғ^Ғ[ӮЕҚaӮрҢ@ӮиҒA’ҶӮЙҚ•ӮМғ}ғWғbғNӮр—¬ӮөҚһӮсӮЕҠ®җ¬ӮЕӮ·ҒB ‘Ғ‘¬‘gӮЭҚһӮсӮЕӮЭӮйӮЖҲ«ӮӯӮ ӮиӮЬӮ№ӮсҒBҺиүсӮөӮЕӮа“БӮЙҸdӮўӮЖӮұӮлӮаӮИӮӯҸҮ’ІӮЙүс“]ӮөӮЬӮ·ҒB‘јӮМғMғ„ӮЖ“йҗхӮЬӮ№ӮйҲЧӮЙ1ҺһҠФӮЩӮЗүсӮөӮДӮЭӮЬӮөӮҪҒBӮЗӮҝӮзӮ©ӮЖӮўӮӨӮЖ•\–КӮЙӮӨӮБӮ·ӮзӮЖҺKӮӘҸoӮДӮ«ӮДӮўӮйғIғҠғWғiғӢӮМғMғ„ӮМ•ыӮӘҺи“ьӮкӮӘ•K—vӮ©ӮаӮөӮкӮЬӮ№ӮсҒB
ғCғ“ғ`ӮМҢҹ“ў
Һ®ӮИӮз
OKӮЖӮөӮҪӮМӮНҢvҺZ“IӮЙӮНүВ”\ҒBӮөӮ©ӮөғXғyҒ[ғX“IӮЙ“ьӮйӮ©ӮЗӮӨӮ©ҒHҒ@ҒЁӮЩӮЪ‘SӮДӮМ‘gӮЭҚҮӮнӮ№ӮӘ“ьӮзӮИӮўҺ–”»–ҫҒB —бӮҰOK•”•ӘӮӘғXғyҒ[ғX“IӮЙ“ьӮБӮҪӮЖӮөӮДӮаҒAҚЧӮ©Ӯўғsғbғ`ӮМ•”•ӘӮН‘ОүһӮӘҸo—ҲӮИӮўҒBӮЖҢҫӮӨӮұӮЖӮНӮұӮМ•ыҺ®ӮЕӮНҚsӮ«ӢlӮЬӮБӮДӮөӮЬӮӨӮұӮЖӮЙӮИӮйҒB ғCғ“ғ`•ПҠ·—pӮЙ127/100“ҷӮМғMғ„ӮрӮаӮӨҲк’iҗЭӮҜӮҪ•ыӮӘ—ЗӮўӮжӮӨӮИӢCӮӘӮөӮДӮ«ӮҪҒB
ғCғ“ғ`—p3’iҢё‘¬ӮМҢvҺZ—б
ҸгӢLӮМ2ҲДӮНҢ»ҺА“IӮ¶ӮбӮИӮўӮМӮЕҒAҗ}Ҹ‘ҠЩӮЕҺQҚlҸ‘ӮИӮЗӮрҺШӮиӮД“ЗӮсӮҫӮЖӮұӮлҒAҲИүәӮМӢЯҺ—•ыҺ®ӮӘҢ»ҺА“IӮИӢCӮӘӮөӮДӮ«ӮЬӮөӮҪҒB ғCғ“ғ`Ҡ·ҺZӮМғMғ„ӮН63–ҮӮрҺgӮўҒAӮұӮкӮрғhғҠғuғ“‘ӨӮЙ‘•’…Ӯ·Ӯй•ы–@ӮЕӮ·ҒBҢҹ“ўӮ·ӮйҺRҗ”ӮМ”НҲНӮНҢ»ҺА“IӮИҗ”ӮЖӮөӮД40ҺRӮЙӮөӮДӮЭӮЬӮөӮҪҒB
җVӮҪӮЙҗ»ҚмӮөӮҪӮиҚw“ьӮ·Ӯй•K—vӮӘ—LӮйҺ•ҺФӮНҗФӮМҳg“аӮМ•ЁӮЕӮ·ҒBҚЕ’бҢАғCғ“ғ`Ҡ·ҺZӮМ63–ҮӮӘ•K—vӮЕӮ·ҒBӮ»ӮкҲИҠOӮЕӮНғ}ғ}ғ`ғғғҠӮМғnғuҺІ—pӮЖӮөӮД78–ҮӮӯӮзӮўӮЕӮөӮеӮӨӮ©ҒB ӮЖҒAӮұӮұӮЬӮЕҸ‘ӮўӮДӢCӮӘӮВӮ«ӮЬӮөӮҪҒB127ӮМҸкҚҮӮН‘fҗ”ӮЕӮөӮҪӮӘ63ӮН3x3x7ӮЕӮ·ҒBӮЖҢҫӮӨӮұӮЖӮНӮЬӮҫ‘gӮЭҚҮӮнӮ№ӮрҚlӮҰӮҪӮз’PҸғӮЙҗ¬ӮБӮҪӮиҗ»ҚмӮ·ӮйҺ•ҺФӮӘҸӯӮИӮӯӮИӮйүВ”\җ«ӮӘ—LӮйӮЖҢҫӮӨӮұӮЖӮЕӮ·ҒB ӮұӮұӮЙӮН•¶ҸН
ӮұӮұӮЙӮН•¶ҸН ӮұӮұӮЙӮН•¶ҸН ӮұӮұӮЙӮН•¶ҸН
|