RIGHT STUFF, Inc.Right Stuff Wrong Stuff旋盤 スローアウェイチップホルダの製作 旋盤のおまけで付いてきたバイトだけでは色々削るのに種類が足りない、使い方が下手なので直ぐに刃先がちびてしまう、再研磨は面白いけど面倒でもある・・・等の理由からチップを導入することにしました。 例によってあまり予算が有りません。チップは購入しますがホルダは自作することにします。小型の旋盤のために本来ならチップも小型の方が合っているはずです。値段も定価ベースなら小さい方が安いことが多いです。しかし市場原理の常で一番売れ筋のサイズの方が安くて入手性も良くて格安品も多い傾向に有るようです。 さらに、貧乏性なので出来るだけ沢山のコーナーを使いたいこと、ホルダの加工が簡単な手作業で出来ること、等を考慮して最終的にチップはTN**1604**系統を使うことにしました。ホルダの材料はJISのホルダ標準からは外れますが、この旋盤の刃物台に合わせて、16x10x300のキー材から加工する事にしました。

300mmのキー材から98mmのホルダが3本作れます。キー材はS45C製で430円でした。1本当たり143円なので色々と作って実験が出来ます。 最初は真剣バイト相当品を作ります。脱着時が簡単なように刃先の高さはこの旋盤に合わせて製作し、敷き板を使わなくて良いようにしておきます。 ケガキに沿って金ノコで大まかに材料を切断します。
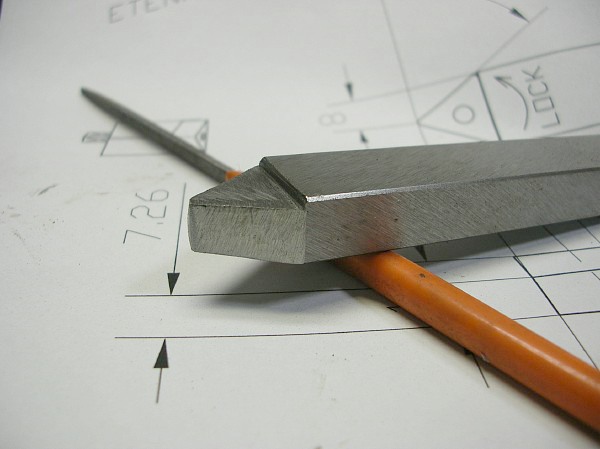
ヤスリで形を整えて基本の形ができあがりです。

上面に取付用のタップを立てます。チップの取付方法は悩みましたが、とりあえずビスで締めるだけにしました。使えるかどうか解らないのに、最初から凝ったことをしても仕方有りません。。。と言う言い訳です(^^)。 ビスはM4を使いますが、TN**1604**チップの穴径は3.81mmしか有りません。そのために雄ネジの外径をヤスリで軽く削り、チップに入るように追加工します。ハイ、ごまかしです。

とりあえず完成しました。ねじ穴の位置が少し先端寄りに成ってしまったようです。チップが少しカタカタします。仕方ないのでアゴの部分をタガネでかしめて隙間を殺しました。 チップは京セラのTNMG160408HQ CA5515にしました。HQは中仕上げ程度に対応する3次元ブレーカで、3番目の文字がMなので研削無しで成型のみの製品です。先端Rは0.8です。材質はCA5515で炭窒化チタンを主成分にCVDコーティングされています。 などと書くと解って選んだように思えますが、実際は10個で2,000円と安くて形が計画に合ったので購入しただけだったりします(笑)。山ほど有るチップの中から、自分に適した製品を見つけることは今の私には不可能です。 ビスは六角穴付きの方が良いかと思いましたが、生憎このサイズの手持ちが無かったのでなべ頭ビスにしました。破損さえしなければSSもクロモリも剛性には差がないのでよしとしましょう。

試し削りです。 艶のある素晴らしい切削面に見えますが、微小な切り込みが出来ないので調べてみると実際は刃先が高くて逃げ面がこすっていたようです。 刃先高さを合わせた後は、片側0.05mm程度の切り込みでも安定して削れる様になりました。しかしこの写真のような艶は失われてしまいました。なかなか難しいです。

第2弾で片刃バイト的なヤツを作ります。 最初と同じように大まかな形は金ノコで切り出します。フライス盤が無くても何とかなるものです。種子島の鉄砲鍛冶は旋盤もタップもダイスも無いのにねじまで作り出したのだから、万力と金ノコが有るだけでも感謝しないといけません(笑)。

今度はM4のタップを先に立てて、チップに合わせてアゴの部分の仕上げを最後にしました。これでキチキチの位置にねじが来ました。いい感じです。 チップの取付は真剣バイトと同様にチップの先端めがけて5度傾けていたのですが、真剣バイトと同じチップで試し削りとすると左端の段にあたったときに、横の逃げ面があたっているような感じでした。そのために最終的にはチップの傾きを7度くらいまで強めています。

ちょっと欲が出てきて仕上げ用のチップを買ってみました。今度は自分なりに型番を調べています。こちらも京セラのTNGG160402R-Sです。京セラはWEBに「詳しくはカタログを請求してくれ」なんて書いておきながら、請求したのに一向に送ってくれないので使いたくは無いのですが(笑)、なぜかこうなってしまいました。 用途は鋼の仕上げとアルミや真鍮などの小物に使う予定です。刃先Rは小さめの0.2にしてみました。なるべくシャープな刃先が良かろうと考えて、成型のままではなくて研磨品のGを選んでいます。ブレーカは鋼材用としては一番仕上げ用に近いグループにあったS型ブレーカです。材質はサーメット系のTN60です。 今回も全てを解って選択した訳じゃなく、シャープな刃先で研磨品が良いな・・・くらいまで考えてモノタロウを見ていたら、価格が安めの10個4,675円に引かれて注文してみました。 最適では無かったかもしれませんが、この選択は失敗でも無かったようで良く切れます。切れ味が良くなって切削力が小さくなり、結果的に小型の旋盤に良い効果をもたらしたのでしょうか?私の腕でもh7位が出るようになり、ベアリングを挿入するような軸も作れるように成りました。
2008年06月12日追記 1年半ほどこのような状態で使ってきました。私の使っている旋盤のパワーと剛性を前提にすれば、外径切削に関してはTNGG160402R-Sだけで9割の作業に対応可能な事が解りました。 メーカの説明では軽い仕上げ用途になっていますが、超小型の機械にとっては重切削から仕上げまでの負荷容量を持っているように思います。サーメットの御陰なのか下手くそが研いだバイトより仕上げ面も美しいです。10個4,675円で1個あたり6面使えますから1面あたり78円です。買った意味がありました。 唯一弱いと感じるのは断続切削などの場合です。割と簡単に先端が欠けてしまいます。この様な場合のみ別のバイトを引っ張り出す感じで使っています。
|