RIGHT STUFF, Inc.Right Stuff Wrong Stuff旋盤の電気系 色々と悩みましたが100V入力の中古インバータが入手できました。変なことやトリッキーな事は何も無しに、メーカ推奨の方法で三相モータを回すわけです。 インバータは三菱電機のFR-S510WE-0.4Kと言う型番です。100V入力で三相200Vの0.4kWモータを回せます。 出力に関してはホームセンターやラジコンの製品で時々??っと成ることが有るのですが、少なくともこの手の工業製品においては、モータの0.4kWというのは軸端での定格仕事率が0.4kWで有ることを意味します。 同様にインバータの0.4kW対応は「軸端で0.4kWを出力するモータを回すことが出来る」インバータで有ることを意味します。400W÷100V=4A消費するインバータでは有りません。
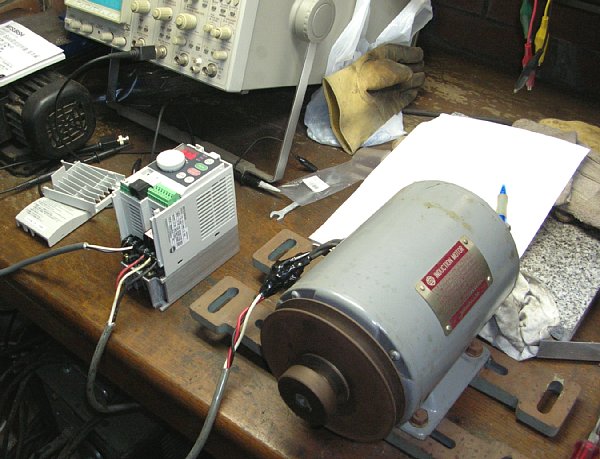
旋盤を持ち帰ってから直ぐに、モータ単体での試運転を行いました。モータは昭和30年代の製品だし、インバータは中古です。取付前に試験しておかないと不安で仕方有りません。 モータの相間抵抗とフレームへの短絡のみテスターで試験してインバータに繋ぎます。恐る恐るスイッチを入れると、特に大きな問題もなく回転しました。 鉄道オタクじゃないけど、ギュイーンと言いながら加速していくのはちょっと嬉しかったりします(笑)。60Hzなら気になりませんが、低めの回転数ならPWM?の騒音が結構大きいです。
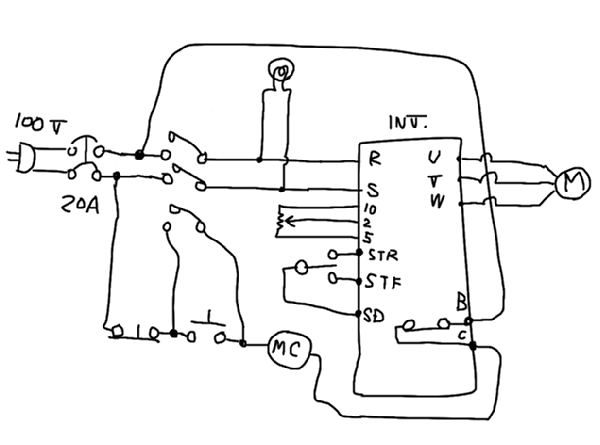
インバータの取説を見ながら、この旋盤用の回路図を考えました。取説にはインバータの入力側にMCを入れておけと書かれています。理由が理解できたのと、友人からMCやリレーを多量に貰っていたので付けることにしました。 回路図は仕事中にペイントで描いたのでフリーハンドです。NOのスイッチを押すとMCが動作してインバータに給電すると同時に、自己保持回路が働いてその状態を保持します。この状態でランプが点灯して運転準備と成ります。 セレクタスイッチを倒すと、位置に応じてSTF、STRがSDに落とされます。これはインバータに対する正転と逆転の命令になります。この部分はリレーによる電気的自己保持としていません。セレクタスイッチが機械的に保持します。リレーは旋盤の脚の中に組み込むには面倒に感じたのと、PBよりもセレクタスイッチの方が操作感が好きだった為です。 ただ、昔の製鉄所で使っていたような鳥のくちばしのようなスイッチが入手できなかったので、今風の指先で捻るだけのセレクタスイッチに成りました。 VRは1kのBカーブで、これが速度(=周波数)を遠隔でコントロールします。BCの接点はインバータの異常表示です。自分が解る範囲の不調であればこの接点が開になります。すると自己保持が崩れてMCが開放されて給電がストップする仕組みです。 しかしインバータ自身がバカになってしまった場合はどうにも成りません。こんなときはNCの押しボタンを押すことに成ります。過電流はMC入り側のNFBが動作してくれるはずです。家庭用の分電盤から外した中古品なので特性が合わないとは思いますが気休めです(笑)。

向かって左が従来の制御盤。右が新しく製作した制御盤です。ランプは赤の方が良さそうな気がしましたが、手持ちに緑しか無かったので緑でもよしとしました。気になれば後で交換しましょう。 従来の制御では正転と停止しか有りません。新しい制御盤ではメイン電源の入り切り、正転逆転、可変速などが可能になりました。ただ、主軸端がねじ式なので逆転での強力な使用は不可能です。
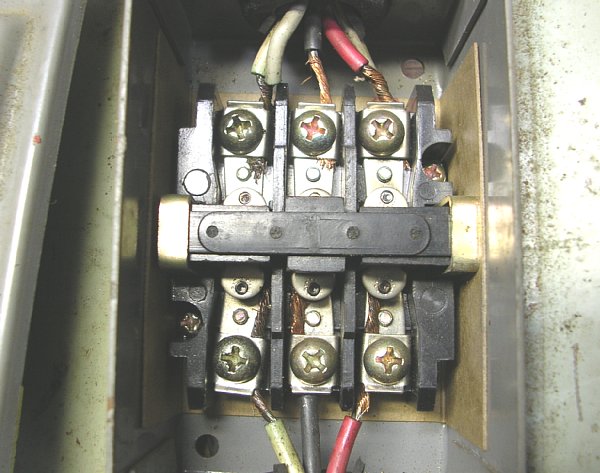
今まで使われていたスイッチの中を開けてびっくりしました。 写真をよく見ると解りますが、下側(=建物側)の素線が信じられないくらい長いので、接点を短絡していたのです。画像上のモータ側にももう一個直列に接点が有るためにこのままで即回転には繋がりませんが、信じられない工事です。 下側の配線は建物側の繋ぎ込みです。旋盤から1mくらいの位置で切断されていました。その先にはナイフスイッチでも有ったのかと思います。メーカーの仕事か設置先の電気屋さんの仕事か解りませんが、素人工事よりもいい加減で呆れてしまいます。

制御盤から出る配線を先にやっつけておきます。 この制御盤というかスイッチボックスはアルミ鋳物製です。操作パネルは1.6mmの鉄板でした。操作パネルだけは流用せずに2.0mmのアルミ板で新作しました。

インバータとMCは旋盤の脚の中に内蔵します。Vベルトとの干渉を考えるとあまり場所はありませんでした。 余り物の2.3tの鉄板でブラケットを製作し、脚の内部にM10のタップを2カ所切って取り付けました。脚は鋳鉄製なのでM10のタップ加工は割とスムーズです。

機内配線が完了したので試運転をやってみました。いまは点検口から引っ張っていますが、最終的にAC入力は後ろの蓋から出すことに成ります。 インバータの電流モニタで見る限り、60Hzで主軸を空転させたら1.3Aの消費電流でした。φ20mm程度の異形棒鋼を切り込み1mmで削っても1.3Aでした。3mmくらい切り込んだら増えるのでしょうか?
電気的な残った仕事としては、丈夫そうなキャプタイヤケーブルできちんと給電する事、制御盤の各スイッチに銘板を付ける事。手元用の照明を付ける事、くらいでしょうか。 この旋盤の時代を考慮すると、給電は壁に打ち付けた木の板にナイフスイッチとアナログ式の電流計。銘板は真鍮版に古い字体で「正転 ・ 逆転」などとエッチングで表示したら雰囲気が出ます。そうなると照明はアルミの丸いシェードにマツダの白熱球でしょう(^^)。 でもそこまで凝る細かい神経は持ち合わせて居ないので、新旧が混在した不思議な雰囲気に成るのでしょう。

1次側Vベルトを高速側にセットして、無段階変速を最高速にするとモータが定格を越してしまうことが解りました。理由がわかりませんが、とりあえず本当の回転数を知りたかったので主軸回転計を追加しました。 以前検討していたサイクルコンピュータの応用です。20年くらい前の古いサイクルコンピュータが余っていたので、それを利用することにしました。 毎分回転数を知りたいわけですから、以前の検討通りにタイヤ周長に1667mmを入力します。このコンピュータは古いので入力がcmの単位でした。167cmと入力しました。 センサ部分はジャンクのネオジウム系と思われる磁石が有ったので、それを主軸の後ろに磁力だけで貼り付けています。外側にはカバーも有ることだし、このままで問題無さそうです。 このサイクルコンピュータは時速が95km/h(=950rpm)でオーバーフローします。しかしその後もカウントと表示を続けてくれるので、簡単な計算で回転数を知ることは可能です。すなわち95表示を過ぎて25表示であれば、95+25=120(=1200rpm)と成るわけです。 インバータからも周波数情報が出ていますが、これだと本当の回転数では有りませんしメータを別に手配する必要が有ります。メータと同じくらいの金額で最もシンプルなサイクルコンピュータが購入できます。簡単に主軸回転数を知るには、結構お勧めの方法かと思います。
|