RIGHT STUFF, Inc.Right Stuff Wrong StuffXS650(XS1B) CVキャブのスプリング製作 左右のダイヤフラムスプリングが違っている私のXS、気がついた時点でインチキ修理をしていましたがやはり気分が悪いです。旋盤も手に入ったので新たにスプリングを作ることにしました。

材料はホームセンターに売っていたピアノ線です。素線径0.9mmで6mの品物が入手できたのでそれを使います。この1巻が200円しないので失敗してもそれほど痛くはありません。 製作方法は冷間加工となります。なんとなくカッコイイ響きですが、単純に棒に巻き付けるだけです。相手がピアノ線なので目的のサイズの心棒では大きすぎるバネに成ってしまいます。いくつかのサイズに巻き付けてみて、目的となる心棒のサイズを見つけます。
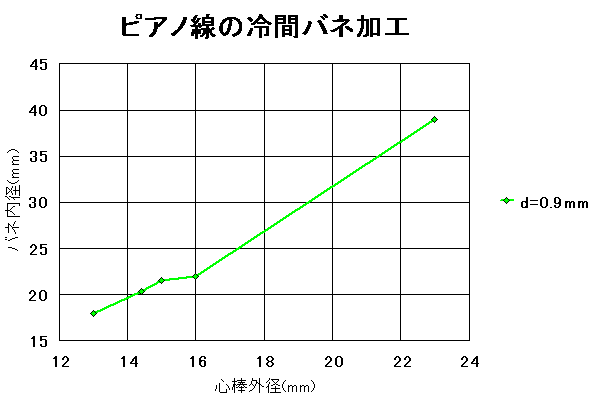
標本数があまりに少ないですが、とりあえずグラフにしてみました。ピアノ線の弾性範囲と塑性範囲の微妙な部分なので、メーカーが違うと違った結果に成るかもしれません。また、巻くときのテンションなども影響するような気がします。 ここのデータは何れもホームセンターで買ってきた素線径0.9mmのピアノ線を使い、心棒から100mmくらいの位置で革手袋を使って指でテンションを掛けながら巻いた結果です。 上のグラフは直径方向ですが、ピッチ方向もテンションを緩めると変化します。外径15mm程度の心棒を使った場合、ピッチ2.5mmで巻くと3.6mmのピッチに成りました。ピッチ3mmで巻くと4mm程度が出来上がりました。ピッチ4mmで巻くと5.4mmに成りました。
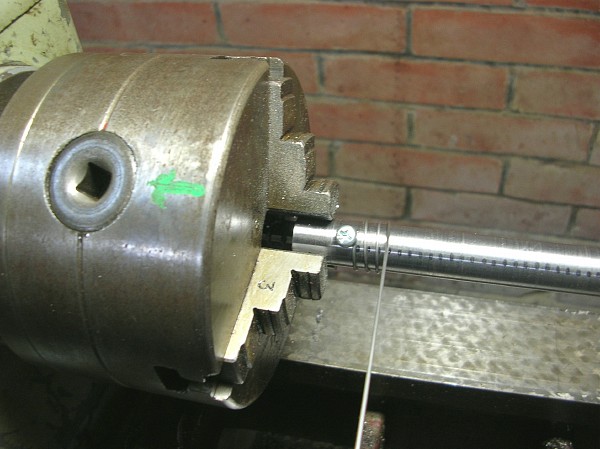
最終的に作りたいバネの仕様は、素線径0.9mm、コイル中心径21.5mm、有効巻き数35巻、自由長140mmです。これに対して外径14.4mmの心棒を用意し、ピッチ3mmで目盛りを打ってそれに沿って巻くことにしました。使用するピアノ線の長さは、6m巻きを半分にして3mを全て巻き付ける事にしました。 目的の心棒を旋盤で削りだし、先端を止めるビスを追加してバネ加工機が完成です。Vベルトもインバータも総動員して、最低速の逆転で回しながら巻きます。 何かあったときに被害が大きそうな作業なので人様にはお勧めできません。とりあえず私の旋盤には肘や腰で押せる位置に大きな非常停止ボタンを追加して居ます。指がもげることは有っても腕が無くなる事は無かろう思って作業です。

完成品です。心棒からぬいた後で自由長は微調整します。全体のうねりはテンションの変動でしょうか。安全面だけでなくそう言った意味でも機械的にオートテンションの構造にするべきだと思いました。 自由長はmm単位まで追い込めましたが、うねりは何とも成りません。角を矯めて牛を殺す。。。適当に諦めて完成としました。

キッチンスケールでバネ定数を測定する事も重要ですが、今回は左右のバネが同じ特性で有ることの方がもっと重要です。さらに純正と思われるバネとの同一性も重要です。 と言うことで、2個のバネを同じ力で圧縮した時の長さを比較することにしました。まあまあのできあがりです。 前回のいい加減整備では、アクセル開度が大きくなると大きな差が出てしまう仕様と成っていました。今回はあらゆるアクセル開度で左右の同調が取れることに成ります。 心配点としては適当に製作したバネなので、しばらく使うと特性が変化してしまうんじゃ無かろうか?と言う部分と、表面処理がされていないので結露などで錆びてしまうんじゃ無かろうか?と言う部分です。
いくつか不安項目は有りますが、バネが自作できるように成ったのは大きな進歩です。仕様を変えて数種類のバネを作っておけば、変更不可と思っていたダイヤフラムスプリングもセッティング範囲に入ってきます。 変数が増えてますます解らなくなると言う考えもできますが(笑)。
|